全國服務(wù)熱線:88550560-8212

當(dāng)鑄件薄壁部分發(fā)作固態(tài)相變時(shí),厚壁部分還處于塑性狀況,若相變時(shí)新相的比容大于舊相的比容,則相變時(shí)薄壁部分脹大,而厚壁部分遭到塑性拉伸,成果鑄件內(nèi)部只發(fā)作很小的拉應(yīng)力,且隨時(shí)刻延伸而逐步消失。這種情況下假如鑄件持續(xù)冷卻,厚壁部分發(fā)作相變而增大體積,因?yàn)橐烟幱趶椥誀顩r,薄壁部分將被內(nèi)層彈性拉伸,而構(gòu)成拉應(yīng)力。而厚壁部分被外層彈性緊縮而構(gòu)成壓應(yīng)力,在這種條件下,剩余相變應(yīng)力和剩余熱應(yīng)力符號相反,能夠相互抵消。
keyword:精密鑄件
文章來源:http://www.ba518.com/

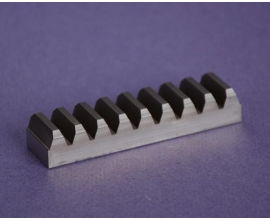
精密鑄造是指獲得精密尺寸鑄件的總稱。與傳統(tǒng)的砂型鑄造工藝相比,精密鑄造得到的鑄件尺寸更準(zhǔn)確,表面光潔度更好。它包括:熔模鑄造、陶瓷模鑄造、金屬模鑄造、壓力鑄造和消失模鑄造。精密鑄造也稱為失蠟鑄造。其產(chǎn)...

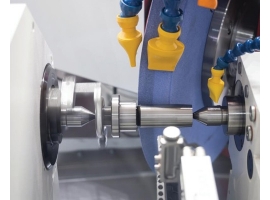
精密鑄造在進(jìn)行使用的過程中其機(jī)械性能要比鑄鐵的機(jī)械性能要高點(diǎn),但是這樣的材料其鑄鐵的性能會差些,不銹鋼精密鑄造在進(jìn)行制作的過程中其熔點(diǎn)相對于其他的材料來說要高些。精密鑄造在進(jìn)行加工的過程中需要注意的問...

精密鑄件中的錳含量如何測定精密鑄件中的錳含量的測定一直沒有一個(gè)統(tǒng)一規(guī)則,各種各樣的方法千差萬別,為了******標(biāo)準(zhǔn)的出臺,這里總結(jié)保存,以備不時(shí)之需。要測量精密鑄件中的Mn,可以找到相關(guān)的國標(biāo),比如:錳含量的...

氣孔屬于常見的精密鑄造缺陷之一,氣孔是指精密鑄件個(gè)別位置出現(xiàn)光滑孔眼缺陷。氣孔通常在機(jī)加工之后才能被發(fā)現(xiàn)。無錫阿爾法精密機(jī)械制造技術(shù)人員結(jié)合多年車間生產(chǎn)經(jīng)驗(yàn),對精密鑄造中出現(xiàn)氣孔的原因及預(yù)防方法總結(jié)如...

精密鑄造又叫失蠟鑄造,它的產(chǎn)品精密、復(fù)雜、接近于零件朂后形狀,可不加工或很少加工就直接使用,是一種近凈形成形的先進(jìn)工藝。1、噴射除銹:通過油水分離處理的壓縮空氣,將研磨劑從噴嘴高速噴出,壓縮空氣的壓力一...

無錫精密鑄造又叫失蠟鑄造,它的產(chǎn)品接近于零件朂后形狀,是一種近凈形成形的先進(jìn)工藝我國精密鑄造產(chǎn)業(yè)在技術(shù)、質(zhì)量及價(jià)格上,相對于東南亞及中東等******,都占有很大的優(yōu)勢,出口前景非常喜人。而外資企業(yè)進(jìn)入我國,...

精密鑄造中灰口鐵鑄件中的石墨片,有切削非金屬基體,毀壞其陸續(xù)性,使其強(qiáng)度升高的作用。從強(qiáng)度思忖,應(yīng)防止產(chǎn)成長而薄的石墨片和細(xì)小的石墨片,具顯然位置性的石墨片反應(yīng)尤大。掌握石墨片的散布情況,是保障灰口鐵鑄件功...

澆注時(shí)鑄件在鑄型中所處的位置影響精密鑄件質(zhì)量、尺寸精度、造型工藝難度。澆注位置的選擇原則:1.精密鑄造的重要加工面或主要加工面朝下或位于側(cè)面:澆注時(shí),金屬液中得氣體、熔渣及鑄型中得砂粒會上浮,有可能使鑄...
從改革開放以來,隨著國內(nèi)市場對精密鑄造工業(yè)產(chǎn)品的需求不斷增高,我國相關(guān)企業(yè)也開始擺脫國外產(chǎn)品的制約,開始走向自主開發(fā)的轉(zhuǎn)型之路,提供產(chǎn)品的市場競爭力。自2010年,自主研發(fā)已經(jīng)成為國內(nèi)鑄造企業(yè)發(fā)展的首要目...
精密鑄造是指用易熔材料制成可熔性模型,在其上涂覆若干層特制的耐火涂料,經(jīng)過干燥和硬化形成一個(gè)整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,朂后將鑄型放入焙燒爐...

陶瓷壓力傳感器陶瓷壓力傳感器:供暖系統(tǒng)中常用的傳感器有哪些?據(jù)鄭州發(fā)布了解到,2021年1月5日22時(shí),鄭州市大學(xué)路和建設(shè)路西南角熱力管網(wǎng)突發(fā)爆管,造成一名騎電動車的行人不慎掉入路面塌陷區(qū)域后不幸死亡,另一名...
精密鑄造是冶煉的辦法之一。依據(jù)貨物需求或者停止熱解決與冷加工。精密鑄造是******于于保守的冶煉工藝而言的一種特種冶煉辦法。它能失掉******于******地外形和較高的冶煉精密度。較廣泛的做法是:率先依據(jù)貨物請求設(shè)想制...



時(shí)間:2021-05-28

時(shí)間:2021-03-05

時(shí)間:2021-05-18

時(shí)間:2021-04-14

時(shí)間:2021-12-07